


熱浸鍍鋅橋架技術要求
熱浸鍍鋅橋架防腐層技術指標參考《2017鋼制電纜橋架工程技術規程》的3.6.3處
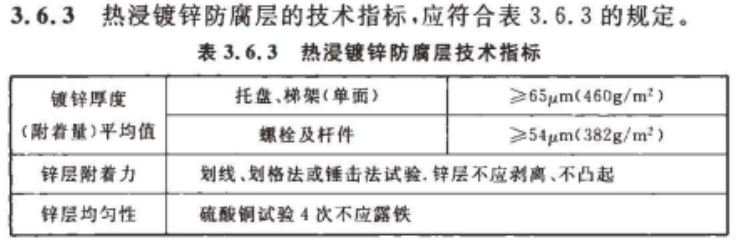
鍍鋅厚度(附著量)平均值
托盤式、梯式(單面),大于或等于65μm(460g/)m2
螺栓及柑件,大于或等于54μm(382g/)m2
鋅層附著力
劃線、劃格法或錘擊法試驗,橋架的鋅層不應出現剝離、不凸起
鋅層均勻性
硫酸銅試驗4次不應露鐵
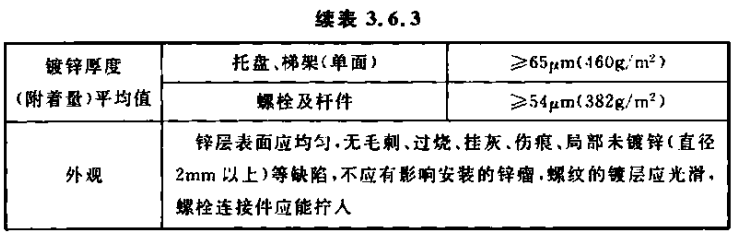
鋅層表面應均勻.無毛刺、過燒、掛灰、傷痕、局部未鍍鋅(直徑2mm 以上)等缺陷,不應有影響安裝的鋅瘤,螺紋的鍍層應光滑·螺栓連接件應能擰入
注:螺栓及彈性部件采用滲鋅工藝;采用工廠化熱鍍鋅板時.鍍層厚度應符合現行國家標準《連續熱鍍鋅鋼板及鋼帶》B/T 2518中 Z600的規定。
轉載請注明來自廣東雷正電氣,本文地址:http://www.583223.com/cpzs/14425.html 除非注明,廣東雷正電氣文章均為原創,轉載請注明出處和鏈接!




